
ポリスチレン(PS)の特長と用途
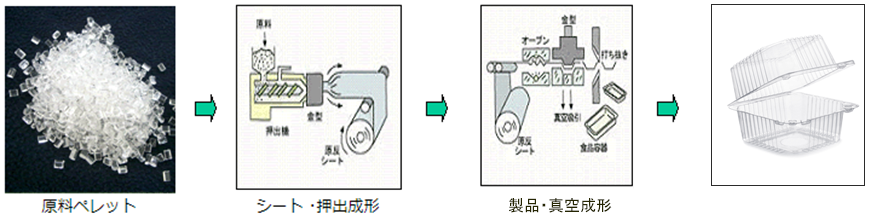
ポリスチレン製品が出来るまで
ポリスチレン製品は、射出成形、押出成形、真空成形、発泡成形などの多様な製造方法を適用できるのでさまざまな製品に使用されています。
ここでは、生活に身近な弁当箱などの食品包装容器の一般的な成形方法を紹介します。
射出成形
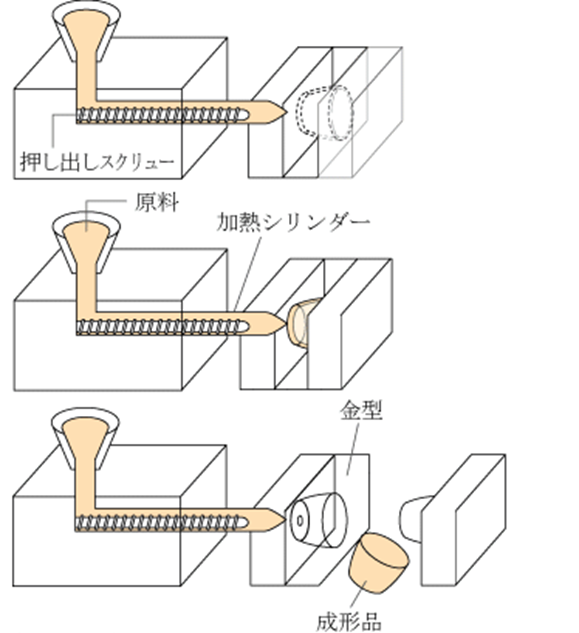
| (1)成形の原理 | PS樹脂を加熱シリンダーで溶融させます。 溶融樹脂を金型内に射出・充填します。 金型で冷却固化して形にします。 |
|---|---|
| (2)特徴 | 小型から大型まで同じ形状の製品を大量に生産するのに適しています。 金型表面の仕上げ方により、製品表面を光沢/艶消し/シボ調にすることが出来ます。 |
| (3)主な用途 |
|
- *
- 肉厚部にガスを入れて中空部を設けたガスアシスト形成や、異色樹脂や異樹脂を一部に共射出する多色射出成形、超臨界流体を樹脂と混合し射出する超臨界射出発泡成形なども有ります。
事例

エアコンの筐体

冷蔵庫の仕切りなど

シャーレ

CDケース
押出成形
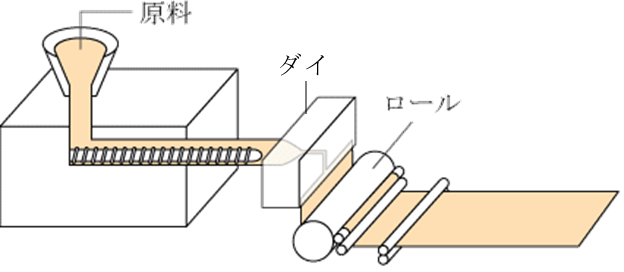
| (1)成形の原理 | PS樹脂を押出機内で溶融混練し、希望する形状のダイから押出します。 ダイを出た後は金型もしくはロール等で冷却固化し、巻取り又は切断します。 押出機スクリューは単軸や二軸が主に用いられます。 |
|---|---|
| (2)特徴 | 同一断面を持つ成形品を連続で生産することができます。 ダイ形状により様々な製品が得られます。 (製品:シート/フィルム/発泡/厚板 等) |
| (3)主な用途 |
|
事例

食品トレー

食品トレー

洗面台

照明器具
インジェクションブロー成形
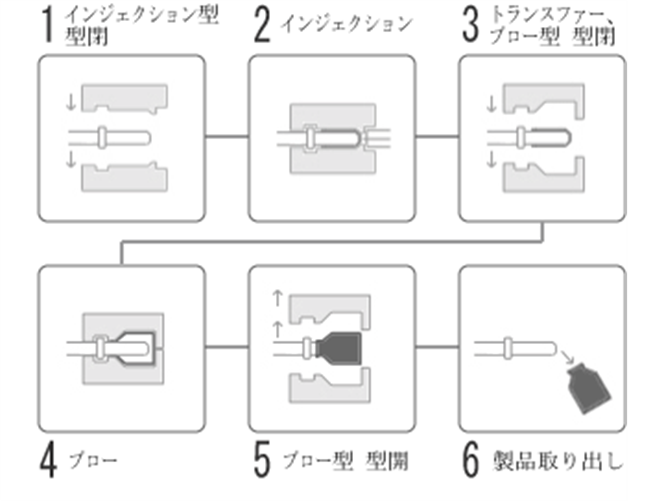
| (1)成形の原理 | 射出成形により試験管状の有底パリソ(プリフォーム)を成形します。 プリフォームが固化する前に最終形状金型に嵌めて空気を吹込み膨らませて金型に密着させ冷却固化させます。 射出吹込み成形とも呼ばれます。 |
|---|---|
| (2)特徴 | 中空形状の成形品を作製するのに適しています。
ダイレクトブロー成形に比べ、寸法制度に優れ/バリ取り等の後工程がなく/延伸効果が高いため製品強度に優れます。 比較的、小型の製品に適しています。 |
| (3)主な用途 | ボトル(乳酸菌飲料容器)等 |
- *
- 類似の成形方法として、延伸ロッドで伸ばしながら空気を吹込み成形する、射出延伸ブロー(吹込み)成形もあります。
事例

乳酸菌飲料